Technology
Everything You Need to Know About Precision Wire EDM Machining
Whether you are an engineer looking for a precision machining solution or a manufacturer needing intricate metal parts, precision wire EDM
Whether you are an engineer looking for a precision machining solution or a manufacturer needing intricate metal parts, precision wire EDM is a technology you should explore. Wire electrical discharge machining (EDM) uses a continuously moving thin wire as an electrode to cut metal parts with exceptional accuracy. This CNC machining process has many advantages over traditional cutting methods, especially when tight tolerances and complex shapes are required.
What is Wire EDM?
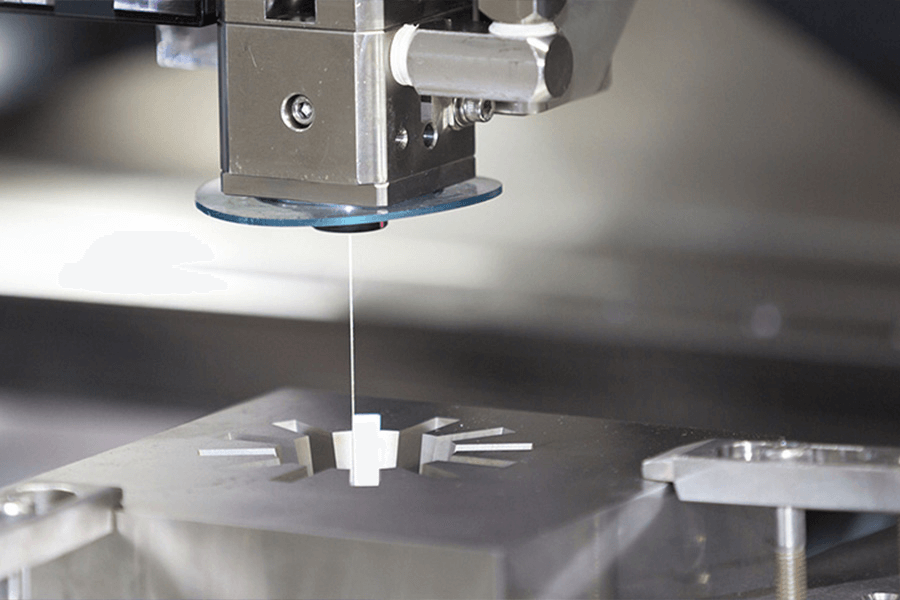
Wire EDM, also known as wire-cut EDM, is a non-traditional machining method that involves no physical forces. Instead, it uses electrical sparks to erode metal piece by piece. A wire, typically made of copper or brass between 0.05-0.3mm in diameter, is fed through the workpiece which acts as an electrode. The wire is submerged in a tank of dielectric fluid and a precise electrical charge is applied between the wire and workpiece. This causes sparks to jump between the wire and workpiece, melting and evaporating tiny amounts of metal. By rapidly repeating this spark erosion thousands of times per second along a programmed path, highly accurate parts can be produced.
Key Benefits of Precision Wire EDM
There are several advantages that make wire EDM such a powerful precision machining solution:
- It can cut any electrically conductive material regardless of hardness, strength, or composition. Even advanced alloys that are difficult to machine can be cut with ease.
- Tolerances as tight as ±0.0004 inches or 0.01mm can be achieved. This level of precision is nearly impossible with traditional machining.
- Complex internal and external profiles can be produced thanks to the thin wire electrode. Undercuts, sharp corners, and intricate details are well within the capabilities of wire EDM.
- There is little mechanical force or heat introduced to the part during the machining process. This minimizes work hardening, deformation, and heat treatment issues common with other methods.
- Thin kerf widths of 0.004 inches or less allow for smaller features, closer spacing, and higher yields from raw stock.
Industries Benefiting from Precision Wire EDM
Given its strengths in machining advanced materials and creating complicated geometries with great accuracy, wire EDM flourishes across many industries including:
- Aerospace – Complex turbine blades, rocket engine components, airframe parts
- Automotive – Injection molds, DIES, manifolds, transmission components
- Medical – Surgical instruments, implants, prosthetics, dental tools
- Electronics – Connectors, sensors, semiconductors
- Firearms – Barrels, bolt components, small intricate parts
Custom Solutions from Experienced Suppliers
For engineers and manufacturers needing precision metal fabrication, it’s important to find an experienced wire EDM supplier. Companies like Zintilon have extensive capabilities and expertise in precision edm. They offer full customized machining solutions ranging from quick prototype production to high volume manufacturing. Engineers can upload 2D/3D CAD files and receive instant online quotes. Tight tolerances down to ±0.0004 inches, a variety of conductive materials, and short lead times are core strengths of top suppliers.
Tap into the Power of Precision Wire EDM
For any application requiring complex, close-tolerance metal parts machined from advanced alloys, wire EDM deserves serious consideration. Rather than being limited by material properties and part geometries, this flexible precision machining process thrives on challenging cuts. Connecting with a supplier that understands your requirements and can deliver timely, high quality solutions is key. Whether producing prototypes or assembling your next product line, the sparks of precision wire EDM could be exactly what your engineering or manufacturing needs.
Table of Contents

How Policy Charges Affect Your Returns Over the Long Term
5 Best Cloud Phone in 2026 for Mobile Account Operations

Laser Drilled Microvia Technology: Design Principles for Reliable HDI PCB Manufacturing

How Long Do Samsung Phones Last? Lifespan, Software Updates, and the Right Time to Upgrade

Godrej Washing Machines in 2026: Types, Prices, and What to Know Before Buying

TrendyTech’s Data Engineer Training: Build Skills for a Successful Career

Why FastTurnPCBs Matters for High-Frequency PCB Projects

CurlyMe Hair Half Wigs & Crochet Hair For Summer Protective Style
5 Simple CNC Tooling Choices That Improve Shop Efficiency
How Trading Apps Are Shaping the Future of Retail Investing
CurlyMe Hair Half Wigs & Crochet Hair For Summer Protective Style
5 Simple CNC Tooling Choices That Improve Shop Efficiency
How Trading Apps Are Shaping the Future of Retail Investing

Migrating from Prometheus to VictoriaMetrics: A Step-by-Step Guide
TrendyTech’s Data Engineer Training: Build Skills for a Successful Career
Why FastTurnPCBs Matters for High-Frequency PCB Projects
Godrej Washing Machines in 2026: Types, Prices, and What to Know Before Buying
How Long Do Samsung Phones Last? Lifespan, Software Updates, and the Right Time to Upgrade
Laser Drilled Microvia Technology: Design Principles for Reliable HDI PCB Manufacturing
5 Best Cloud Phone in 2026 for Mobile Account Operations




 Tech2 years ago
Tech2 years agoHow to Use a Temporary Number for WhatsApp
- Business2 years ago
Sepatuindonesia.com | Best Online Store in Indonesia
- Social Media2 years ago
The Best Methods to Download TikTok Videos Using SnapTik
- Technology2 years ago
Top High Paying Affiliate Programs
- Tech1 year ago
Understanding thejavasea.me Leaks Aio-TLP: A Comprehensive Guide
- FOOD2 years ago
How to Identify Pure Desi Ghee? Ultimate Guidelines for Purchasing Authentic Ghee Online

 Instagram4 years ago
Instagram4 years agoFree Instagram Auto Follower Without Login
- Instagram4 years ago
Free Instagram Follower Without Login